HAWK's Smart Mining Technologies for Fuel and Water Trucks

The Mining Industry is one of the most demanding, challenging, and harsh environments for industrial equipment operations. It is vital to keep essential machinery such as fuel and water trucks operating at optimum efficiency as they are one of the most important pieces of support equipment at a mining facility. Fuel and water trucks reduce dust levels, increase visibility, and maintain haul road safety. In order to operate safely and at maximum efficiency, there are now advanced solutions available that monitor critical information such as data, fluid and chemical levels, and diesel tanks. Whether at a quarry, mine site or job site, it’s important to use smarter technology to increase efficiency, production, and safety. Dust is a critical factor at Australian mine sites, especially during dry weather. Dust creates a hazardous environment, and it becomes difficult for LVs to drive around as the visibility is reduced.
Moreover, EPA (Environmental Protection Authority) has passed on directives to mines closer to heritage sites for the need to control the dust to protect the gorges and other caves nearby. Mine sites located to nearby towns have also expressed their concerns with the dust and the EPA is starting to enforce rules and restrictions. Therefore, it is imperative for mining companies to implement a robust strategy for dust suppression.
Hawk Measurement Systems (HAWK), an Australian manufacturer of smart monitoring equipment for the mining industry, was approached by a large Australian mine site to help implement a dust suppression and inventory management system. They were using a special chemical mixture that is mixed with water on site and then filled in by the trucks to spray it on the roads. They were requiring a level sensor that can be used to measure corrosive chemicals and wanted it to post data via 4G or Satellite. The company wanted the system to be independent of the sites PLC controls because the spots where they were going to install the batching plants were in the mining area, which they had no access to without special permission. Also, they were requiring the power supply to be via Solar and the communications to be 4G or Satellite.
HAWK provided them a non-contact level device featuring FMCW technology, the Senator S80M 80Ghz Radar Level Transmitter. This transmitter can measure through plastic so there is no need to be concerned about the corrosive nature of the liquid as the sensor was NOT exposed to the liquid or it’s fumes. To suffice the communication requirements, HAWK supplied both a 4G Option via HawkLink and Battery powered Satellite option. HawkLink and the sensor is designed to power via Solar if required.
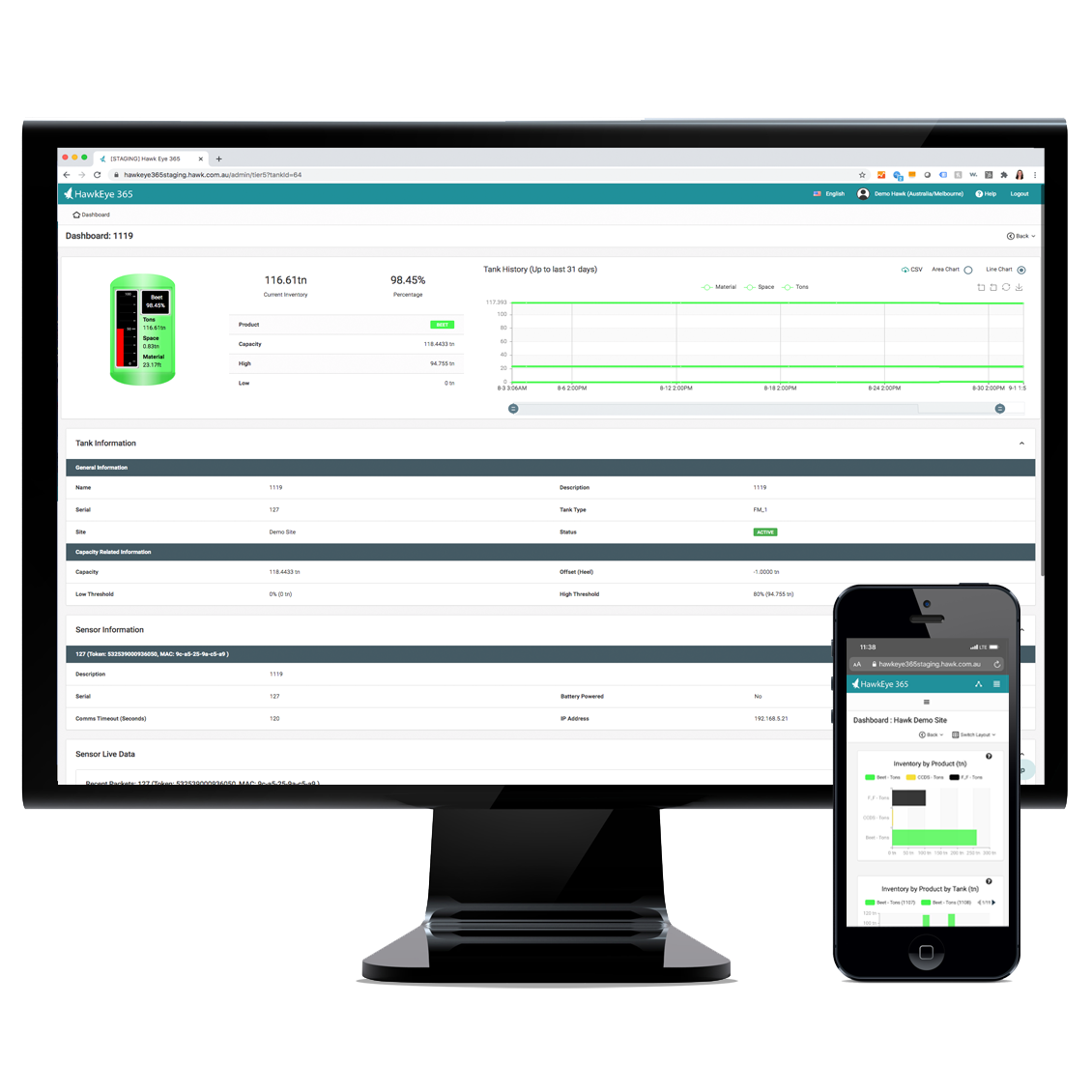
The HawkLink and Satellite were configured to post data twice daily to the HawkEye365 Monitoring Portal.
The HawkEye365 Monitoring Portal is essential for securely and remotely monitoring assets in real-time.
It is a complete remote and in-plant measurement and monitoring system. Unlike anything on the market today, this system is uniquely different due to the communication capabilities.
The HawkEye365 will send out text messages to the drivers if the level drops suddenly to critical low level. Local display assists the truck driver to replenish the tanks avoiding any overfill spillage. The company also has the ability to add tanks to the existing HawkEye365 portal with different site addresses. HawkLink and Satellite devices provides a location making it easier for inventory management. This smart solution helped the customer manage inventory levels of their dust suppression liquid which increased efficiencies, safety, and productivity. Another large iron ore mine site came to HAWK seeking a diesel tank inventory management system. All Iron Ore mine sites have borewells to extract ground water. These borewell skids include pump, flowmeters and other instruments that are powered by diesel generators. Borewells include a diesel tank to power the Gensets. The company’s diesel tanks did not have any level sensors to notify the site of their true levels. Fuel trucks makes the round to all the bore wells every day to check the levels and fill the tanks up where necessary.
This is an enormous waste of resources as the same fuel trucks are used to fill the haulage dump trucks in case of emergency. Mine sites want to optimize their fuel truck route by sending the trucks only to the bore wells where diesel level is low. There were several challenges with this application. One of the mechanical restrictions this company was requiring was that the sensors could not have more than 50mm high head because the diesel tanks had a lid. The lid needed to stay closed when the tank was not being filled. Also, they were prefabricated tanks, and the site was not aware of the thread sizes as the tanks were supplied by different manufacturers. Fuel truck driver were requiring local indication of the level to make sure they tanks weren’t overfilled.
![]()
For this difficult application HAWK provided a Centurion Guided Radar (CGR) level transmitter with remote electronics, loop powered remote display and vivid thread adapters to suit their tanks. The CGR is an advanced Guided Wave Level Transmitter that features dual interface capabilities, built-in digital displays and has a measuring range of up to 38m (124ft). This technology is not affected by pressure, temperature, viscosity, vacuum, foam, dust, changes in dielectric constant or coating of the probe.
The complete circuit was powered by the Generator. The Level output was hooked up to a radio telemetry unit that provides real-time level monitoring which allows the site to optimise their fuel truck deliveries. The smart technologies implemented drastically improved the iron ore mine site’s ability to monitor tank levels and improve overall productivity and efficiency.
For more information on smart technologies for the mining industry, please contact
Hawk Measurement Systems (HAWK). HAWK is the world leader in level, positioning, asset monitoring and
flow measurement technology, providing cutting-edge equipment and complete solutions to the global industrial market. HAWK specializes in reliable and continuous level measurement in storage silos, on conveyor belts, conveyor belts, clarifiers, and blocked chute detection with the ability to send real-time data to a computer, control room or smartphone.
The mining industry presents unique challenges due to the dust, mud, impact, abrasion, and build-up of material on sensors, which HAWK has successfully solved forover 30 years.
Photos of the Application